PVC material, because of low price, is inborn with anti-inflammatory properties, strong and strong, good anti chemical ability, shrinkage rate of 0.2-0.6%, products in electrical appliances, machinery, construction, daily necessities, toys, packaging, increasingly widely used, for the characteristics of PVC material, analysis of the product injection molding process is as follows:
The characteristics of one, PVC material
PVC heat stability is bad, forming temperature is close to decomposition temperature, fluidity is not good, appearance is easy to form bad defects, PVC material is not heat-resistant, it is most easy to burn and produce acid gas to corrode mould. When processing, it can add plasticizer to increase its fluidity, which is usually added with additive, its strength, electrical insulation property and resistance. The drug is good.
Two. Design of mold and gate
In order to shorten the injection molding cycle, the shorter the injection mouth is better, the cross section is better, the transverse section should be gardening, the diameter of the nozzle is 6 millimeters, the inner corner is 5 degrees, and the cold material well can be added to prevent the bad melted semisolid material into the mold cavity, and the material will affect the surface modification and the strength of the product.
The drawing slope is between 0.50 and 10 to ensure that there is sufficient exhaust equipment in the mold cavity. The commonly used exhaust holes are 0.03- 0.05mm deep, 6mm wide, or 0.03-0.05mm for each thimble. The mold is made of stainless steel or plated with hard chromium.
Three, PVC molding process
PVC is thermosensitive plastic, and overheating or excessive shear can cause decomposition and spread quickly, because one of the decomposed substances (such as acid or HCI) can produce catalytic action, causing further decomposition of the process, the acidic material will eroding metal, making it hollow, and it will exfoliate the metal protective layer and cause rust to people. The body is more harmful.
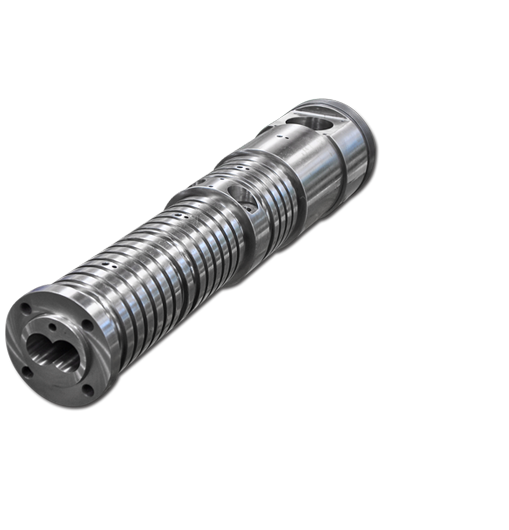
The common screw length diameter ratio is 18 ~ 24:1, the three section ratio is 3:5:2, the compression ratio is 1.8 ~ 2, and the depth of feed groove is recommended as follows:
Screw diameter (mm) 35506075100
Snail depth (mm)2 3 4 5 6
The tip of the screw should have 25~30 degrees of inner angle. When the screw is in place, the distance between the tip and the nozzle should be 0.7 ~ 1.8mm, and the screw must be made of non embroidered steel or chrome plating.
1) screw padding: screw pads between 2 and 3mm, larger opportunities.
2) injection volume: the actual cylinder detention time should not exceed 3 minutes.
3) the temperature setting of the cylinder:
The temperature provided can only be used as a reference and may be adjusted according to the actual situation of the machine and raw material, and it may also exceed the recommended range.
Middle feed section in front section of position die ejection nozzle
The injection amount used by temperature (0C) 30-60 170-190 160-180 150-170 140-160 is 20 to 85% of the theoretical injection of the machine. The smaller the actual injection amount is, the longer the retention time of the material is, the greater the risk of reducing the quality after heating.
4) the retention time of the machine barrel:
Under the temperature control of 2000C, the maximum retention time of the machine can exceed 5 minutes, and when the temperature is 2100C, the machine can be used as a machine.
5) injection speed:
The injection speed is slow, otherwise the excessive shearing will degrade the material. When using UPVC to produce the extremely smooth thick wall products, the multistage injection speed should be adopted. If the light brown stripes are emitted from the gate, it means that the velocity of the ejection is too fast.
6) back pressure: the common surface value is 5bar, increasing backpressure is good for mixing color and exhaust, but the lower the back pressure is, the better.
7) stop: because of the low superheat stability of PVC, it is very important to stop the machine. It is necessary to clean the machine and not leave a half point PVC. Other thermal plastic plastic, such as PMMA, PP, LDPE, or GPPS, can be used in the same machine tube, which can not be mixed with POMT UPVC in the same machine, otherwise it will be too strong. The chemical reaction caused serious damage to the machine.
8) mixing ratio: the largest proportion of mixing materials is 20%, otherwise the quality of products will be affected.
9) typical products: the main use of UPVC is to make drainage pipes, or the shell of computers and TV sets, filter pressure grooves, photocopier shells, electric meter and gas shell, transparent cover of printing machine, style and various electronic parts.